热点资讯
行业新闻
推荐信息
官舟镇新机电EAMON牌AXF140-L1-5-K5-32机床用步进减速器
文章来源:ymcdkj
发布时间:2024-05-09 08:19:18
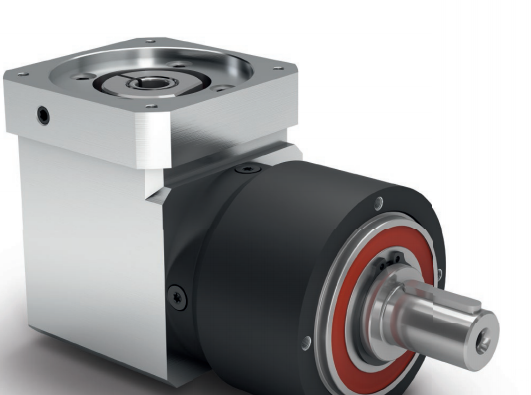
舟镇新机电:EAMON牌AXF140-L1-5-K5-32机床用步进减速器
信号电缆主要是指铁路专用信号电缆,适用于额定电压交流5V或直流1V及以下传输铁路数字信号、音频信号或自动信号装置的控制电路。主要型号有:铁路信号电缆,铁路综合护套信号电缆,铁路铝护套信号电缆,铁路数字信号电缆,铁路内屏蔽数字信号电缆,铁路计轴信号电缆,铁路应答器数据传输电缆。铁路信号电缆特性:电缆的使用环境温度为-45~+6℃,敷设的环境温度不低于-1℃。电缆导体的长期工作温度应不超过7℃。
舟镇新机 2机床用步进减速器
3、率、低背隙:由于齿轮减速机每一组齿轮减速传动时只有单齿面咬合接触,当传动相等扭力时需要更大的齿面应力,因此齿轮设计时必须采用更大之模数与厚度,齿轮模数越大将造成齿轮间偏转公差值变大,相对形成较高齿轮间隙,各段减速比间的累计背隙随之增加。而行星齿轮组合中特有的多点均匀密合,外齿轮环的圆弧包洛结构,使外齿轮环与行星齿轮间紧密结合,齿轮间密合度高,除了提升极高之减速机效率之外,设计本身可达到高精度作用。
舟镇新机电:EAMON牌AXF140-L1-5-K5-32机床用步进减速器
蜗轮蜗杆减速机解决方法: (1)保证装配质量。为了保证装配质量,该厂购和了一些专用工具,拆卸和减速机蜗轮、蜗杆、轴承、齿轮等部件时,尽量避免用锤子等其他工具直接敲击;更换齿轮、蜗轮蜗杆时,尽量选用原厂配件和成对更换;装配输出轴时,要注意公差配合,D≤50mm,采用H7/k6,D>50mm,采用H7/m6,同时要使用防粘剂或 油,保护空心轴,防止磨损生锈,防止配合面积垢,维修时难拆卸。 (2)润滑油和添加剂的选用。蜗齿减速机一般选用220#齿轮油,对一些负荷较重,启动频繁,使用环境较差的减速机,该厂还选用了一些润滑油添加剂(如安治化工公司的即可佳),减速机在停止运转时,齿轮油依然附在齿轮表面,形成保护膜来防止重负荷,低速,高转矩和启动时金属和金属间的接触。添加剂中还含有密封圈调节剂和抗漏剂,让密封圈保持柔软和性,有效减少润滑油泄漏现象。 (3)减速机位置的选择。位置允许的情况下,尽量不采用立式。立式时,润滑油的添加量要比水平多很多,容易造成减速机发热和漏油。该厂引进的40000瓶/’时纯生啤酒生产线,有些是采用立式,经过一段时间运行后,传动小齿轮都有较大的磨损,甚至损坏,经过调整后,情况得到了很大改善。 (4)建立相应的润滑维护制度。该厂根据润滑工作“五定”原则,对减速机进行维护,到每一台减速机都有贵任人定期检查,当工作中发现油温显着升高,温升超过40℃或油温超过80℃,油的质量下降或在油中发现较多的铜粉以及产生不正常的噪音等现象时,要立即停止使用及时检修,排除故障,更换润滑油后再使用。加油时,要注意油量和位置要一致,保证减速机得到正确的润滑。 总之,中空轴式蜗杆减速机方便,结构合理,可靠耐用。当然,也要注意选择减速机的牌号,实力强大的公司会根据减速机的造型,散热筋的布置,热平衡的计算,油路的设计等设计要点,结合减速机实际使用和运转条件,采用良好的工艺,生产出质量上乘,可靠耐用的减速机。用户只要正确使用维护,就可以得到满意的效果。
伺服电机减速机额定输入转速可达到18000rpm(与减速机本身大小有关,减速机越大,额定输入转速越小)以上,工业级伺服电机减速机输出扭矩一般不超过2000Nm,特制超大扭矩伺服电机减速机可到10000Nm以上.工作温度一般在-25℃到100℃左右,通过改变润滑脂可改变其工作温度.
级数:行星齿轮的套数。一般可以达到三级,效率会有所降低。
满载效率:在负载情况下(故障停止输出扭矩),减速机的传递效率。
工作寿命:减速机在额定负载下,额定输入转速时的累计工作时间。
额定扭矩:是额定寿命允许的长时间运转的扭矩。当输出转速为100转/分,减速机的寿命为平均寿命,超过此值时减速机的平均寿命会减少。当输出扭矩超过两倍时减速机故障。
噪音:单位分贝dB(A),此数值实在输入转速3000转/分,不带负载,距离减速机1米距离时测量值。
回差:将输入端固定,是输出端顺时针和逆时针方向旋转,当输出端承受正负2%额定扭矩时,减速机输出端由一个微小的角位移,此角位移即为回程间隙,也称“背隙”。单位是“分”,即一度的1/60。
舟镇新机电:EAMON牌AXF140-L1-5-K5-32机床用步进减速器
+
-100-P2-S2 00-P2-S2
热装的方法大型轴承,压入时需要很大的力,所以很难压入。在油中将轴承加热,使之膨胀,然后装到轴上的热装方法广为使用。使用这种方法,可以不给轴承增加不当的力,在短时间内完成作业。NSK进口轴承的加热温度,以轴承尺寸、所需的过盈量为参考。热装作业有关注意事项如下:不将轴承加热至12℃以上;为使轴承不直接接触油槽底部,考虑将轴承放在金属网台上,或将轴承吊起来;将轴承加热到比所需温度高2℃-3℃,以便操作中不至发生内圈变冷,难于;后,轴承冷却下来,宽度方向也收缩,所以要用轴螺母,或其它适宜的方法,使之紧固,以防内圈与轴承挡肩之间产生缝隙。