热点资讯
行业新闻
推荐信息
张潘镇机械装置直连式BF180A-L1-3-D1-S9长寿命行星减速箱
文章来源:ymcdkj
发布时间:2024-05-11 22:27:32
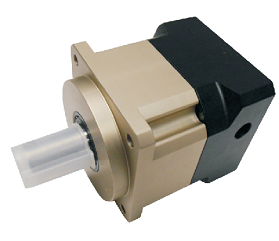
张潘镇机械装置:直连式BF180A-L1-3-D1-S9长寿命行星减速箱
金属激光切割机,在现在工业中应用的比较多,随着激光切割精度的要求越来越高,我们一直在研发能够和这个时代的发展相适应的产物,在切割机行业,金属激光切割机在工业中占有不少得的分量,对于大多数金属材料来说,无论它们是怎样的硬度,都能够进行无边形切割。但是对于高反射率的金、银、铜等金属,因为它们是良好的传热导体,所以运用激光切割很困难,甚至是无法切割。通常在金属激光切割机切割的过程中添加一些与被切割材料相适合的辅助气体,都能起到良好切割效果。使用电烙铁时,若温度太低则熔化不了焊锡,或者使焊点未完全熔化而不好看或焊不牢,温度太高又会使烙铁烧死。另外也要控制好焊接的时间,电烙铁停留的时间太短,焊锡不易完全熔化、接触,易形成虚焊,而焊接时间太长,又容易损坏元器件或使印制电路板的铜箔翘起。一般1~2s内要焊好一个焊点,若没完成,应等一会儿再焊一次。焊接时电烙铁不能,要先选好接触焊点的位置,再用烙铁头的烫锡面去接触焊点。使用结束后,应及时切断电源,冷却后再将电烙铁收回工具箱。
张潘镇机械装置:直连式BF180A-L1-3-D1-S9长寿命行星减速箱
行星齿轮减速机工作原理:
1)齿圈固定,太阳轮主动,行星架被动。 此种组合为降速传动,通常传动比一般为2.5~5,转向相同。
2)齿圈固定,行星架主动,太阳轮被动。此种组合为升速传动,传动比一般为0.2~0.4,转向相同。
3)太阳轮固定,齿圈主动,行星架被动。此 ,转向相同。
4)太阳轮固定,行星架主动,齿圈被动。此种组合为升速传动,传动比一般为0.6~0.8,转向相同。
5)行星架固定,太阳轮主动,齿圈被动。传动比一般为1.5~4,转向相反。
6)行星架固定,齿圈主动,太阳轮被动。此种组合为升速传动,传动比一般为0.25~0.67,转向相反。
7)把三元件中任意两元件结合为一体的情况:当把行星架和齿圈结合为一体作为主动件,太阳轮为被动件或者把太阳轮和行星架结合为一体作为主动件,齿圈作为被动件的运动情况。行星齿轮间没有相对运动,作为一个整体运转,传动比为1,转向相同。汽车上常用此种组合方式组成直接档。
8)三元件中任一元件为主动,其余的两元件自由:从分析中可知,其余两元件无确定的转速输出。
张潘镇机械装置:直连式BF180A-L1-3-D1-S9长寿命行星减速箱
伺服齿轮减速机的性能
1、齿轮采用 合金钢渗碳淬火,齿面硬度高达60±2hrc,齿面磨削精度高达5-6级。
2、采用计算机修形技术,对齿轮进行预修形,大大提高了伺服齿轮减速机的承载能力。
3、从箱体至内部齿轮,采用完全的模块化结构设计,适合大规模生产及灵活多变的选型。
4、标准减速机型号按扭矩递减形式划分,与传统的等比例划分相比,避免了功率浪费。
5、采用cad/cam设计,保证质量的稳定性。
6、采用多种密封结构,防止漏油。
7、多方位的降噪措施,确保减速机优良的低噪音性能。
行星齿轮减速机工作原理:
1)齿圈固定,太阳轮主动,行星架被动。 此种组合为降速传动,通常传动比一般为2.5~5,转向相同。
2)齿圈固定,行星架主动,太阳轮被动。此种组合为升速传动,传动比一般为0.2~0.4,转向相同。
3)太阳轮固定,齿圈主动,行星架被动。此种组合为降速传动,传动比一般为1.25~1.67,转向相同。
4)太阳轮固定,行星架主动,齿圈被动。此种组合为升速传动,传动比一般为0.6~0.8,转向相同。
5)行星架固定,太阳轮主动,齿圈被动。传动比一般为1.5~4,转向相反。
6)行星架固定,齿圈主动,太阳轮被动。此种组合为升速传动,传动比一般为0.25~0.67,转向相反。
7)把三元件中任意两元件结合为一体的情况:当把行星架和齿圈结合为一体作为主动件,太阳轮为被动件或者把太阳轮和行星架结合为一体作为主动件,齿圈作为被动件的运动情
况。行星齿轮间没有相对运动,作为一个整体运转,传动比为1,转向相同。汽车上常用此种组合方式组成直接
档。
8)三元件中任一元件为主动,其余的两元件自由:从分析中可知,其余两元件无确定的转速输出。第六种组合方式,由于升速较大,主被动件的转向相反,在汽车上通常不用这种组合。其余的七种组合方式比较常用。
张潘镇机械装置:直连式BF180A-L1-3-D1-S9长寿命行星减速箱
< -10-V1-V2-T1 10-V1-V2-T1- 00-T2
特别注意:两条新切削刃要对称,这样就可以形成粗、精的联合切削刃,减少切削厚度和切削变形,提高修光能力,改善散热条件,有利于提高孔的表面粗糙度。磨出副后角。在靠近主切削刃的一段棱边上,磨出副后角a1=6~8,并保留棱边宽度为.1~.2mm,修磨长度为4~5mm,以减少对孔壁的摩擦,提高钻头寿命。磨出负刃倾角。一般刃倾角l=-1~-15,使切屑流向待加下表面以避免擦伤孔壁,有利于提高孔的表面粗糙度。