4-50单级步进减速机
消应力热是使焊好的工件在高温状态下,其屈服强度下降,以减轻焊接应力。常用的方法有两种:一种是整体高温回火,即将焊接件放入加热炉,缓慢加热到一定温度,然后保温一段时间,然后在空气中或炉中冷却。该方法可消除8%~9%的焊接应力。另一种方法是局部高温回火,即只加热焊缝及其邻近区域,然后缓慢冷却,降低焊接应力峰值,使应力分布相对平稳,局部消除焊接应力的目的是达到局部消除焊接应力的目的。一些合金钢材料焊接后,其焊接接头会出现硬化组织,使材料的力学性能变差。
心\ 50单级步进减速机
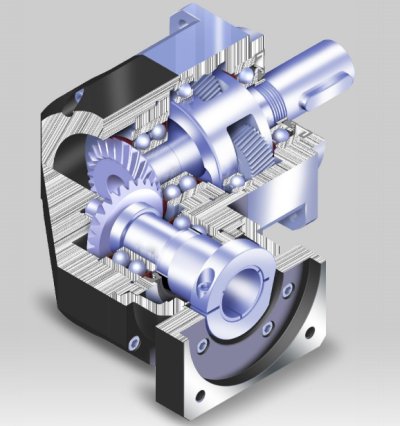
行星减速机以其体积小,传动效率高,减速范围宽,精度高,而被广泛应用于伺服、步进、直流等传动系统中。在保证精密传动的前提下,主要被用来降低转速增大扭矩和降低负载/电机的转动惯量比。
心\智锻造设备: 减速机
伺服行星减速机选型要点知识
1.注意扭力核算。
对伺服行星减速机的寿数而言,扭力核算非常重要,而且要注意加速度的转矩值(TP),是不是超过减速机之负载扭力。
2.尽量选用挨近抱负的减速比。
伺服行星减速机减速比=伺服马达转速/伺服行星减速机出力轴转速
这个通用的公式咱们必定不生疏吧?期望咱们挑选伺服行星减速机时找 挨近减速比的类型来。
在现代行星传动中,往往较弱的环节是在齿轮的传递上,为了满足重载条件下的使用性能,为了提高行星减速机承载能力,现根据实际生产提出以下几种方法:
一、增大齿圈接触应力
行星减速机校核强度通常是校核太阳轮-行星轮的传动接触应力,太阳轮-行星轮弯曲应力,行星轮-内齿轮传动接触应力。
齿圈接触应力通常是失效,所以要想增大承载能力,首先要保证齿圈接触应力。
二、齿轮修形
齿形修缘、修根和齿端修型是改善重载齿轮传动性能较好的法,因为对于重载齿轮,一般在齿端修型可以防止由于齿向误差引起的齿端过载。
三、变位系数的调整
正确的选择变位系数,可使齿轮承载能力提高20%到30%。
四、控制齿轮精度与误差
齿面强度不仅与齿轮精度等级有关,而且与基节误差的值有关,若齿轮的基节误差大,那么加在轮齿上的滚动压力也大。
五、要选择好齿轮的材料
六、齿根强化
齿轮的弯曲强度与齿根表面状况关系很大,特别是渗碳淬火齿轮的齿根部位表面存在脱碳层等缺陷,难以保证残余压力,使齿根弯曲疲劳强度降低,所以采取齿根强化措施提高疲劳强度。
七、增加齿宽
在行星减速机传动外径要求不变时,适当增加内部齿轮宽度,可以有效的加大齿轮的承载能力。
八、增大齿轮模数、增大齿形角
行星减速机外径尺寸不变,需要增大承载能力,可以采取合理增大齿轮模数,减少齿轮齿数来满足。
心\智锻造设备 进减速机
< 5-16-P2-P1
史可夫 近提出针对模具基材和表面技术的基材预技术,在传统工艺的基础上,对不同的模具材料提出适合的工艺,从而改善模具性能,提高模具寿命。热技术的另一个发展方向,是将传统的热工艺与 的表面工艺相结合,提高压铸模具的使用寿命。如将化学热的方法碳氮共渗,与常规淬火、回火工艺相结合的NQN(即碳氮共渗-淬火-碳氮共渗)复合强化,不但得到较高的表面硬度,而且有效硬化层深度增加、渗层硬度梯度分布合理、回火稳定性和耐蚀性提高,从而使得压铸模具在获得良好心部性能的同时,表面质量和性能大幅提高。