化皮镇新传动设备:行星式ZPLF120-16斜齿伺服减速箱
需要特别指出的是:电火花电焊修复机不是传统的电焊机,速度和效果不是以功率来决定的,关键在于内部系统的优化设计。焊材适用范围广,普通的电焊条去掉皮直接使用如38,28,33,56等,有色金属的氩弧焊条电焊条甚至其本体材料制成的焊条都可以使用。这样大大降低了铸造厂家的使用成本和人力成本。焊补速度快,2mm的铝合金只需要1s,2mm灰铁只需要1分钟。由于ESD-5采用的是单点输出能量高,焊材的每一个单点以熔融的状态结合到基体,形成冶金结合,产生极强的结合结合度高(半融焊性质),尤其是克服了传统的电火花焊补之后致密性差的问题,这大大提高了铸造厂家的修补效率。高含量镁合金、铜合金的焊补结合度低的难题,它们通常认为是不能焊补的。由于ESD-5采用的是瞬间的高能量输出,有效的解决了铜铝等高导电率金属的焊补,克服了普通点火花堆焊结合不牢的缺点。球铁、灰铁焊补后磷化的色差问题一直是一个难题,由于ESD-5可以采用多种焊材,我们已经找到了一种焊材,能使灰铁球铁焊补之后,磷化无色差或者色差较小。同样也能使灰铁件焊补后经过磨床或铣床无色差或者色差较小,也可以使用油石打磨。
化皮镇新传动设备:行星式ZPLF120-16斜齿伺服减速箱
行星减速机是由蜗轮、蜗杆、铸钢机壳、平面压力轴承,锥度轴承以及油封组成,广泛的应用在工业,首要用于塔式起重机的反转组织。其行星减速机蜗杆也称为曲纹面圆柱蜗杆其中齿面通常为圆弧形凹面。那么行星减速机常见的缺陷有哪些呢?
1、行星减速机运用进程呈现噪音:因为疾速行星减速机多头蜗杆的分头不均匀,慢速呈现噪音的缘由是轴承的质量疑问。
2、行星减速机呈现温升过高以及卡死:减速机正常作业状态下温度不得跨过45摄氏度,如呈现高温应立即连续机器查看,通常呈现这种疑问的原由于选用此吨位的减速机偏小超负荷表象,或蜗杆以及蜗轮端盖协作压入过紧呈现的高温状况,输入转速也不清扫在外蜗轮减速机为黄油光滑,蜗杆轴转速不得跨过1000min/s,如输入转速过高也会呈现高位以及卡死等状况,高温的处置法是下降输入转速、查看压盖的嵌入协作是不是过紧以及是不是行星减速机缺油表象。
3、减速机在正常的运用进程中出现振动: 行星减速机在运用进程中附加载荷后呈现的哆嗦缘由均为丝杠螺距不均匀、蜗杆分头不均匀、平面压力轴承以及锥度轴承质量不合格、丝杠的上下护套协作过紧,以及设备的不一样心疑问。
4、行星减速机运动障碍的剖析: 对行星减速机运动障碍性缺陷进行剖析的常用法是,首先要查清缺陷发作的首要特征,尤其是缺陷翻进程中发作的各种痕迹,再由痕迹剖析损害零件的受力联络,找出发作反常力的缘由,或许由缺陷特征联络有关部件的方案特征进行剖析,就可以抵达弄懂缺陷本源的意图。
5、由断口微观特征剖析零件的裂缘由: 断口是指零件裂后构成的天然外表。断口的微观剖析是指直接由人的视觉,或许仰仗放大镜查询零件断口的特征,依据这些特征,定性地区别零件发作裂缺陷的缘由,从而为清扫缺陷作业的修补方案重要依据。
化皮镇新传动设备:行星式ZPLF120-16斜齿伺服减速箱
交流伺服电机是,交流电机的一种,交流伺服实质是一种同步电机。通过伺服驱动器的矢量控制理论加上编码器构成的闭环回路 的控制电机的扭矩,速度,位置等等,把交流电通过等换计算的方式去控制电机,所以技术和伺服驱动器的软件方面比较复杂。 直流伺服电机,就是把直流电机加上编码器 形成闭环控制,电机的控制方法基本就是改变电流的大小来改变电机的扭矩,速度等参数。我国 早的伺服系统就是直流伺服系统,直流伺服跟普通永磁直流电机没有什么本质区别只是可能转子长点,惯量小点;直流伺服电机太热,控制精度不好。使用寿命短。 直流伺服电机是使用直流电供电的伺服电机,一般是带碳刷的,其结构与常见的普通直流电机相似。现在逐步被维护方便的交流伺服电机取代。两种驱动器的输出不同,一种是直流电,一种是交流电。功率管不是可控硅的,是使用的IGBT。IGBT(Insulated Gate Bipolar Transistor),绝缘栅双极型功率管,是由IBJT(双极型三极管)和MOS(绝缘栅型场效应管)组成的复合全控型电压驱动式电力电子器件, 兼有MOSFET的高输入阻抗和GTR的低导通压降两方面的优点。非常适合应用于直流电压为600V及以上的变流系统如伺服驱动器、变频器、关电源、照明电路、牵引传动等领域。直流伺服电机太热,控制精度不好。使用寿命短。
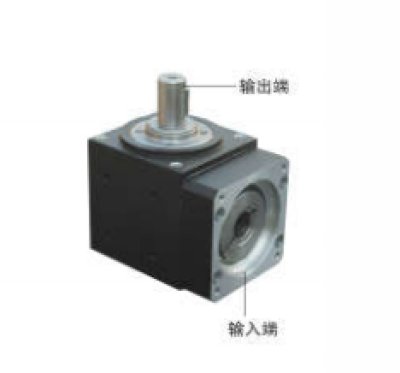
有的用户在设备运行一段时间后,驱动电机的输出轴断了。为什么驱动电机的输出轴会扭断?当我们仔细观查驱动电机折断的输出轴横断面,会发现横断面的外圈较明亮,而越向轴心处断面颜色越暗, 到轴心处是折断的痕迹(点状痕)。这一现象大多是驱动电机与减速机装配时两者的不同心所致。
当驱动电机和减速机间装配同心度保证得较好时,驱动电机输出轴所承受的仅仅是转动力(扭矩),运转时也会很平顺,没有脉动感。而在不同心时,驱动电机输出轴还要承受来自于减速机输入端的径向力(弯矩)。这个径向力的作用将会使驱动电机输出轴被迫弯曲,而且弯曲的方向会随着输出轴转动不断变化。如果同心度的误差较大时,该径向力使电机输出轴局部温度升高,其金属结构不断被破坏, 终将导致驱动电机输出轴因局部疲劳而折断。两者同心度的误差越大时,驱动电机输出轴折断的时间越短。在驱动电机输出轴折断的同时,减速机输入端同样也会承受来自于驱动电机输出轴方面的径向力,如果这个径向力超出减速机输入端所能承受的径向负荷的话,其结果也将导致减速机输入端产生变形甚至断裂或输入端支撑轴承损坏。因此,在装配时保证同心度至关重要!
从装配工艺上分析,如果驱动电机轴和减速机输入端同心,那么驱动电机轴面和减速机输入端孔面间就会很吻合,它们的接触面紧紧相贴,没有径向力和变形空间。而装配时如果不同心,那么接触面之间就会不吻合或有间隙,就有径向力并给变形了空间。
同样,减速机的输出轴也有折断或弯曲现象发生,其原因与驱动电机的断轴原因相同。但减速机的出力是驱动电机出力和减速比之积,相对于电机来讲出力更大,故减速机输出轴更易被折断。因此,用户在使用减速机时,对其输出端装配时同心度的保证更应十分注意!
化皮镇新传动设备:行星式ZPLF120-16斜齿伺服减速箱
其中,陶瓷结合CBN超精油石,能够保持连续不变的高切削率,同时磨损量非常小,临界压力高,可大大提高工件的整体质量和统一性。金刚石超精油石,能够获得的切削率,的磨损率和的表面精研效果。立方体碳化硅油石,类似于金刚石立方体氮化硼,切削力和质量仅次于前两者,比一般的碳化硅高。2超精工艺技术超精工艺上将整个超精研过程分为粗超和精超二个阶段。粗超阶段中油石磨料比较锋利,油石压力较高,工件转速较低,摆头频率较高,因而切削能力强,是去除工件量的主要阶段。